在车间看到已经切好的8566圆棒,还有那边客户已经切削加工完了,钻好孔,攻好牙返回来热处理的8566的材料,就想回复一下赵先生的咨询,汽车刹车片精冲模具用DC53,几千次就裂模,要用什么模具钢?

今天下午,赵先生来咨询,他是冲压4mm-6mm厚的汽车刹车片碟钢背产品的,现在他用DC53模具钢,但是只能干几千片产品,模具就出现开裂了,问我要用什么模具钢。但凡这种模具开裂的,我们首先应该想到8566防崩模具钢。
8566模具钢是我誉辉模具钢拥有专有合金配比以及专有热处理工艺的一款防崩钢,主力解决模具的崩裂问题,它在冲压的5种工况、6大材质、7大领域已经积累了过千案例。8566模具钢的抗崩裂性能是高速钢SKH-9的4倍、D2的2倍,它主要是解决D2、DC53、SKH-9等一些高硬度模具钢,没办法解决的崩裂问题,特别是在不锈钢冲压、尖角冲压、窄边冲压、厚板冲压,常规模具钢解决不了的崩裂,都是用8566模具钢解决的。
我们湖北林先生,他是精冲8mm厚的刹车碟钢背的,原来用SKH-51的时候,他说冲几百个产品就会出现崩裂,后来用8566模具钢,他说一次性可以干个20000多产品。模具寿命从几百次就崩,提高到几万冲次,这个差距,可以用新旧社会两重天来形容。

钢背冲压模具,一般都是精冲的,我们也知道,精冲模具对模具的光亮带要求很高,你的模具间隙得很小,模具间隙小了,它所需要的冲切力就大了,这个时候,模具如果选择的抗崩裂性能不好,那它就容易崩裂了。DC53它的碳含量1.0%,它是属于高碳钢,它的抗崩裂性能差,就容易出现崩裂的问题,这也是没办法解决的问题,只能更换成8566防崩模具钢。
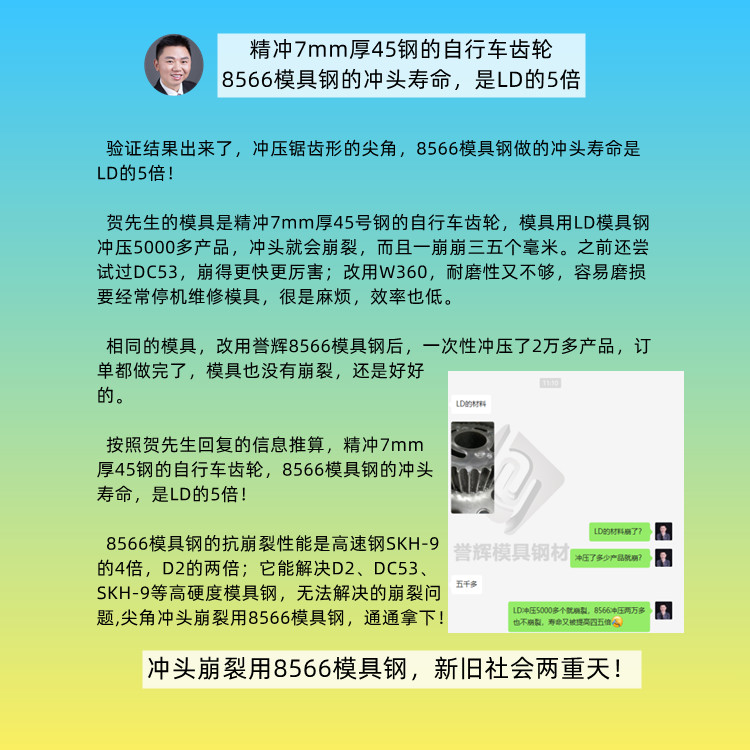
还有我们浙江的贺先生,他是一步精冲7mm厚45钢齿轮牙盘的,他的尖角冲头,之前用DC53的时候,也是一次性要崩5mm-6mm,只能冲2000-3000个产品,冲头就会崩裂,然后要线割割掉一截,修模必须得线割,实在是耗费冲头,老是修模,生产效率也上不来。
后来也改用了LD模具钢,硬度调低到HRC58-60,但是也只能冲5000个产品,模具就会出现崩裂,也上下调整过硬度,还是没办法,一次要崩2mm-3mm,也是生产效率低下,改用W360,不会笨,但又硬度不够,耐磨性太差,老是要修模,不划算。
后来用8566模具钢,模具寿命提高了5倍,可以干20000错产品,而且模具不崩裂,到了一定的时间磨一下冲头,又可以继续使用了,效率还是挺高的。这样子综合算下来,8566模具钢分摊到每个产品上面,它的模具费是更低的,因为少做冲头,少修模具,少耽误冲压的时间,效率更高,成本反而更低的,用价格更贵的8566防崩模具钢,反而实现了低成本、高效率、长寿命的生产。
赵先生今天提到的冲压4mm-6mm厚的刹车片钢背,用DC53模具钢,几千个冲次模具就裂了,我觉得你也应该来用8566防崩模具钢,以解决你模具的崩裂问题,提高生产效率,让你少做模具、多出活,实现低成本、高效率、长寿命的生产。
———————————————————————————————-
我是模具钢大王吴德剑,来自东莞誉辉模具钢,誉辉模具钢,3个世界500强在用,京瓷连续7年采购誉辉模具钢。如果你在选择模具钢材时,有拿不定主意的,或者是现在用的模具钢,模具使用寿命短的,你用了很多种模具钢都搞不定的,那你来找我吧,我已经解决了4000多家企业在模具选材、制作和使用方面的疑难杂症,相信在模具钢选材以及应用方面,我是能够做你参谋长,并且能够让你少交学费的。吴德剑模具钢,用户的参谋长,用过的都买账。
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 精冲模具用什么模具钢?用8566模具钢不崩裂。第518篇



