做业务,客户不崇拜你,再努力也是白费。
收到老客户赵先生咨询:两个剪头之间是刀口立切的,产品是DC01的0.6mm的材料,很容易磨损掉料渣,现在用的是Cr12MoV做的TD,有什么合适的材料吗?
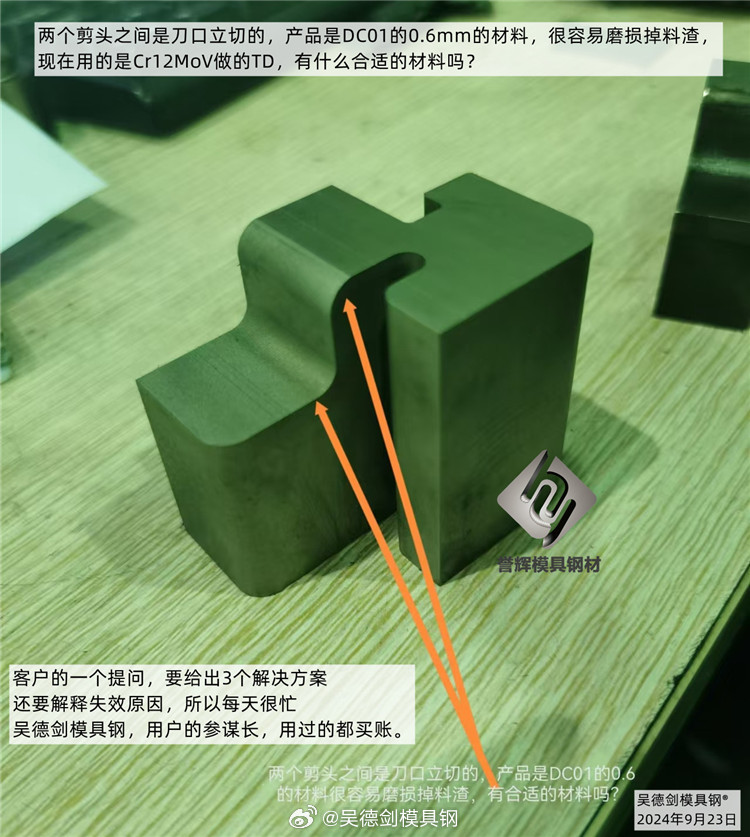
立切0.6mm厚的DC01铁料,材质比较软的,其实不用做TD处理也可以的。Cr12MoV是碳C含量1.5%的高碳钢,硬而脆是其主要特性,用于尖角切刀,容易崩裂掉渣也是正常的。
而且Cr12MoV组织上面有大量的微观细微裂纹,所以TD效果不好的。加上Cr12MoV的回火温度300℃的低温回火,TD是要在900℃的高温下做,相当于TD处理时,把Cr12MoV的硬度下降了,基础硬度下降,性能也无法保障,这里的模具失效,是属于选材错误导致的。
1)如果成本允许,直接上PM23粉末高速钢,硬度HRC64-66,这是高碳高硬度,高合金高耐磨的材料,PM23的抗崩裂性能和耐磨性,大约是SKH-9高速钢的2-3倍;不用做涂层,直接买硬料线割后即可使用,效果比你现在的TD处理好多了。
2)如果觉得PM23太贵了,退其次,可以用SKH-9高速钢,硬度HRC62-64,含钨的材料,耐磨性也很好的,比模具钢是强多了,你的镶件是薄材冲压,不会崩裂的,主要考虑耐磨性,用这SKH-9普通熔铸高速钢是没有问题的,不做涂层就可以用,还能保证耐磨性。
3)如果一定要做TD,材料建议选用耐磨钢6077,硬度HRC60-63,抗崩裂性能是铬钢的3倍;它的回火温度520℃,做TD时硬度不会下降,而且组织均匀性好,没有微观细微裂纹,容易涂层,耐磨钢6077跟Cr12MoV相比,性能增加几倍,但成本不翻倍,性价比优势明显。
客户的一个提问,要给出3个解决方案,还要解释失效原因,选材依据,敲500~600字,耗费时间很多,所以每天很忙,可你用心解释,对方还不一定领情,遇上高高在上的甲方,好像你等着他的订单开饭,很是气人,做业务,客户不崇拜你,是没法干的。
吴德剑模具钢,用户的参谋长,用过的都买账。
#模具钢大王吴德剑
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 老客户赵先生咨询:两个剪头之间很容易磨损掉料渣怎么处理?


