精冲模具用8566模具钢不头疼,不用8566模具钢,头疼还没法干,修模修死人,一天10个小时,有8个小时在修模。
李先生他告诉我说:他现在精冲5mm厚酸洗板,是一步精冲的,因为不能够有断裂带,模具间隙放的是2丝,用油压机冲的,但是冲头和凹模容易出现崩裂和磨损的问题。现在H13、LD、DC53、Cr12MoV都用上去了,硬度高了就要崩裂,硬度低了就要磨损,有时候可以干几百片,有的时候几十片就出问题了,现在一天10个小时,有8个小时在修模,头疼。我这个产品一个月需求300000,你叫我怎么搞嘛!

是的,精冲模具因为要求全光亮带,模具间隙放的很小,模具间隙小了之后,它所需要的冲切力就大了,模具就容易出现崩裂或者是磨损的问题,LD、DC53、Cr12MoV它都是高碳钢,高碳钢在淬火加硬的组织转变过程当中,切变现象会形成好多肉眼看不见的微观细微裂纹和锐角,这种微观细微裂纹会导致2个问题。第一个就是模具容易崩裂,是一崩崩一大块的那一种;第二个:模具容易出现粘料的黏着磨损。
H13它的碳含量只有0.38%,碳含量太低,韧性是好的,但是耐磨性太差了,容易磨损,导致光亮带拉毛。像一步精冲5mm厚酸洗板,说实在话,用8566防崩模具钢就不会头疼了,暂且给你讲3个案例。
我们浙江的贺先生,他是一步精冲7mm厚的45钢齿轮的,原来用DC53模具钢也是一崩崩3~5mm,只能干2000-3000个产品。改用LD模具钢后,硬度降低到HRC58,一次性大概可以冲5000来个产品,但也是一崩崩2~3mm,老是崩裂,频繁修模,生产效率低下。
但是贺先生的精冲模具后来用上8566防崩模具钢,一次性可以干20000多产品,而且模具不崩裂,相当于8566模具钢把模具的使用寿命从5000提高到20000,这又是5倍的增长,关键是模具不崩裂,模具磨一下就可以使用了,不像原来一崩崩一大块,要把线割切掉一部分才能够修模,这样子,相当于8566模具钢的一个冲头抵上原来的好几个冲头在用。这样子少换模具,少做模具,效率就上来了,贺先生的精冲模具用8566模具钢,实现了低成本、高效率、长寿命的使用。
还有我们的赵先生,他是一步精冲6mm厚Q235铁料,原来刀口用DC53模具钢,用Cr12MoV,干个1000-1500个产品就会出现崩刀口的现象,一天要换2次冲头,实在是麻烦,但是后来赵先生用上8566防崩模具钢,一个月出货30000片,用了9个月,大概出货了250000产品,刀口也没有出现崩裂的现象,他说:我的模具用上8566模具钢后,帮公司省了很多钱,要感谢你的推荐。
精冲模具用8566模具钢之所以有这么好的寿命,是因为8566模具钢是誉辉公司拥有专有合金配比,以及专有热处理工艺的一款防崩钢,主力解决模具的崩裂问题,它在冲压的5种工况、6大材质、7大领域已经积累了过千案例;它的抗崩裂性能是高速钢SKH-9的4倍、D2的2倍,硬度有HRC58-60,你哪怕榔头把它敲变形了,也不会碎裂,这是客户验证的结果。
8566主要是解决D2、DC53、SKH-9等一些高硬度模具钢没办法解决的崩裂问题。特别是在不锈钢冲压、尖角冲压、窄边冲压、厚板冲压,这种常规模具钢解决不了的崩裂,都是用8566模具钢解决的。
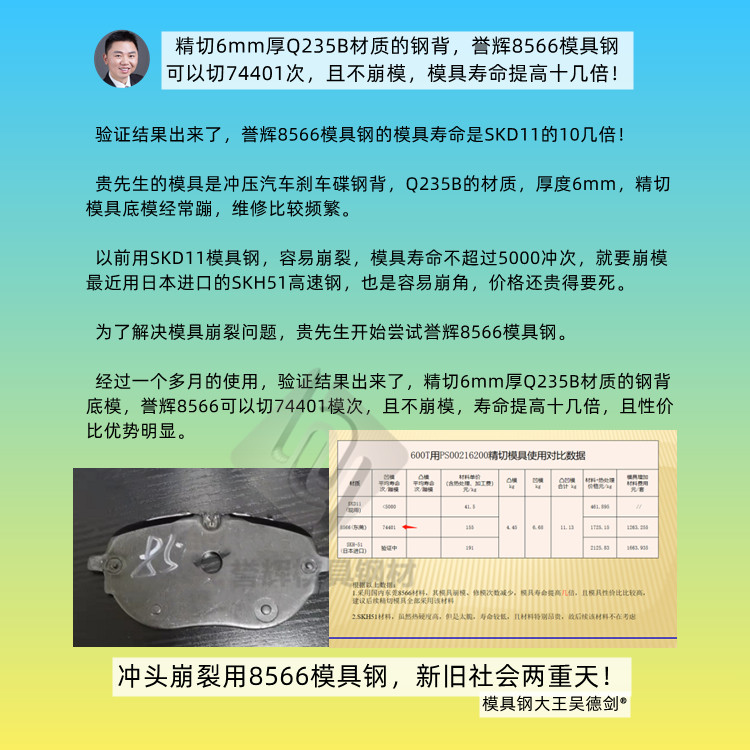
我们珠海的贵先生,他是精切6mm厚的Q235B汽车钢背刹车碟,他原来用SKD11模具钢,大概切5000片产品,刀口就会出现崩的问题;用进口高速钢SKH51,也是容易崩,价格还死贵。后来用上吴德剑8566防崩模具钢,可以精切77401个产品,模具寿命SKD11的十几倍,模具成本大幅度下降。
像这种一步精冲的厚板的材料,冲头容易崩裂的,用上8566模具钢,那就是新旧社会两重天,像李先生的一步精冲5mm厚的酸洗板,现在用LD、DC53、Cr12MoV、H13,才几百个产品就出现崩裂和磨损的问题,这是选材错误,你得用8566防崩模具钢。如果不用8566模具钢的,那就等着一遍一遍的修模吧,你10个小时,8个小时在修模那也是没办法的,头疼也是没办法解决的,除非用8566防崩模具钢,用上之后它就不头疼了,它就会有新旧社会两重天的效果。
—————————————————————————————————
我是模具钢大王吴德剑,来自东莞誉辉模具钢,誉辉模具钢,3个世界500强在用,京瓷连续7年采购誉辉模具钢。如果你在选择模具钢材时,有拿不定主意的,或者是现在用的模具钢,模具使用寿命短的,你用了很多种模具钢都搞不定的,那你来找我吧,我已经解决了4000多家企业在模具选材、制作和使用方面的疑难杂症,相信在模具钢选材以及应用方面,我是能够做你参谋长,并且能够让你少交学费的。吴德剑模具钢,用户的参谋长,用过的都买账。
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 精冲模用什么材料?LD、DC53、Cr12MoV,上去就崩。第511篇


