老客户胡先生问:冲1.0厚304不锈钢用什么镶件料好?
本来想问一下产品是否有尖角或窄边,要不要考虑崩裂问题;产品数量多少,对耐磨性要求高吗;产品尺寸大不大,用料如果不多,可以考虑用好一点的模具材料。
胡先生说,其它你不用考虑,就是1.0的不锈钢冲压切断,用什么耐用。
如果仅从耐磨性考虑,冲1.0厚不锈钢,肯定是PM23粉末高速钢好用,PM23硬度HRC64-66,抗崩裂性能和耐磨性是SKH51高速钢的2-3倍。
范先生冲压1.5mm厚不锈钢,原来的刀口和镶件料,冲5万次就熄火,还容易掉粉压伤零件,这两个问题很少恼火。现在用吴德剑PM23,可以冲20万产品,寿命提高4倍,还解决了两个恼火问题。

正常的冲压切断1mm厚304不锈钢,用8566防崩钢是比较保险的,既抗崩裂,又兼顾耐磨性,邹先生冲压1.5厚不锈钢硬料,材料硬度1/2H,搭边3mm的窄边条,8566防崩钢的寿命是高速钢SKH-9的20倍。

当然,如果想模具成本低一些的,DC53或不粘料的8503模具钢,都是可以的,硬度HRC58-61,其中8503的抗崩裂性能是DC53的2倍,跟DC53相比,性能翻倍,售价不翻倍,还多了不粘料的好处。
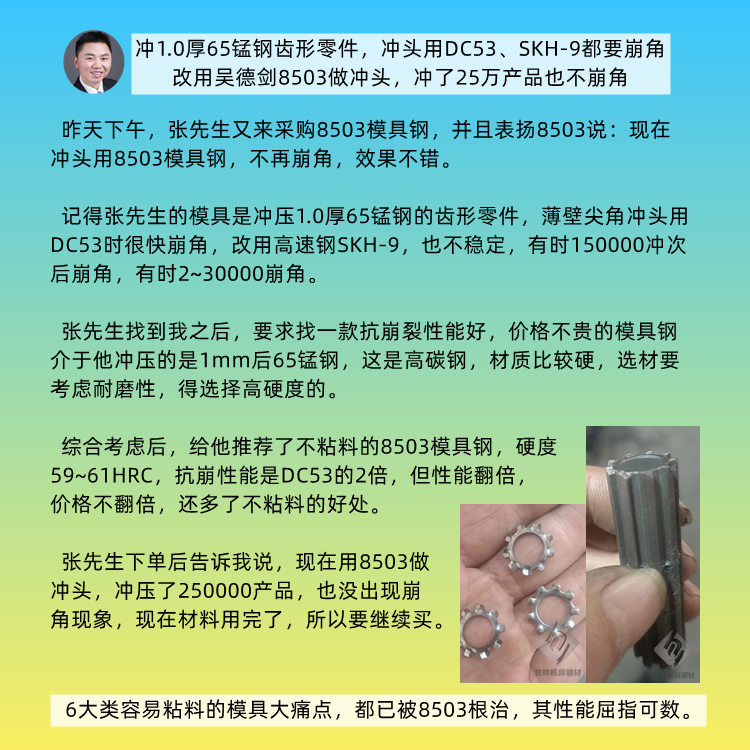
冲1.0厚65锰钢花式薄壁冲头用DC53,SKH-9都要崩角,而且使用不稳定,但用8503模具钢,冲压25万次不崩角,性能很稳定。警记,硬度不能太高,冲1.0厚不锈钢,硬度太高容易崩的。
客户的一个提问,我要用四五百字的回复,并给出3个答案供他选择,但具体用料,你根据模具成本,综合考虑一下。
#模具钢大王吴德剑
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 老客户胡先生问:冲1.0厚304不锈钢用什么镶件料好?



