收到老客户咨询,冲紫铜2.0的容易出毛刺,了解后得知,现在用Cr12MoV的,冲压过程有加的快干油。
紫铜材料比较软,流动性又好,只要模具钢稍微有点偏析,稍微有点结节,就会出现粘料的黏着磨损,藕断丝连的切不断,产品出毛刺。
Cr12MoV是碳C含量1.5%的高碳钢,碳化物偏析严重,有大块结节,冲压铜、铝、低碳钢,都容易出现黏着磨损,模具被吃掉,引发模具出毛刺,光亮带起拉丝,这是它自身缺陷引起的,没办法改变,甚至可以说,冲铜用Cr12MoV,这是选材错误。
1)不想换材料的,把现在的模具拿去做个涂层,虽然无法彻底消除,但总会好一些。
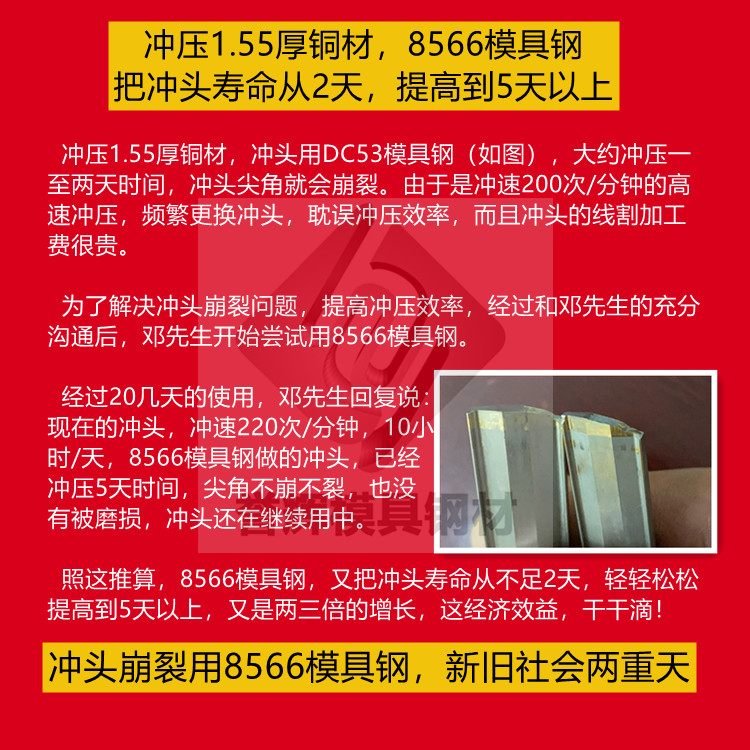
2)如果允许换料的,你用8566模具钢。冲速200的1.55mm厚紫铜,用8566防崩钢,既不崩角,耐磨性又很好,冲头寿命由原来的冲不到2天,到现在可以用5天不坏,寿命提高3倍。
3)如果成本够的,直接上PM23粉末高速钢,硬度HRC64-66,粉末冶炼的先进工艺,既不会粘铜,又很耐磨,精冲都可以。除了贵一点这么一个缺点,其它都是优点。
找到问题,对症下药,才能药到病除,其它都是瞎折腾。吴德剑模具钢,用户的参谋长,用过的都买账。
#模具钢大王吴德剑



