冲压不锈钢用什么模具钢?
冲压不锈钢,有人用过Cr12MoV,SKD11,D2,DC53,SKH-51……等等。都是遇到崩裂问题。
我想说:DC53模具钢,是冲压不锈钢的首选模具钢。
因为DC53模具钢的抗崩裂性能,是冷作模具钢中比较好的钢种。当然,纯净度差,热处理工艺不好的DC53,也很容易崩裂。这也让很多人误以为,DC53冲压不锈钢,也很容易崩裂。
其实,无论是经济角度,还是抗崩裂性能,耐磨性,综合考虑,冲压不锈钢用DC53是比较理想的选择。关键是要选择纯净度高的DC53,配合好的热处理工艺。
不锈钢又硬又粘,冲头料硬度高了,会断裂;硬度低了,容易磨损。理想的材料是,韧性好,冲头料不会崩裂;硬度高HRC58以上,具有一定的耐磨性,冲头料使用寿命长。冲压不锈钢,无论是201还是304,选择模具钢,大致遵循有3点:
1)不锈钢厚度2.0以下,经济实惠型的用DC53模具钢。关键是选用纯净度高的DC53,配合好的热处理工艺,硬度做到HRC60-62,冲头料是可以正常使用的。
2)不锈钢厚度2.0以上,有点硬度,如果想确保冲头料不崩裂。可以选用价格稍贵一点的8566模具钢。8566韧性是SKH-9的4倍,D2的2倍。冲压厚板用8566,冲头料不用担心崩裂问题。8566使用硬度HRC58-60,耐磨性足够,可以确保冲头寿命较长。
3)对冲压光亮带要求特别高的,可以考虑用富豪型的PM25。粉末高速钢PM25耐磨性好,硬度高达HRC61,模具使用寿命长。韧性好,冲头料不会崩裂。用PM25做成的冲头料,使用寿命长。
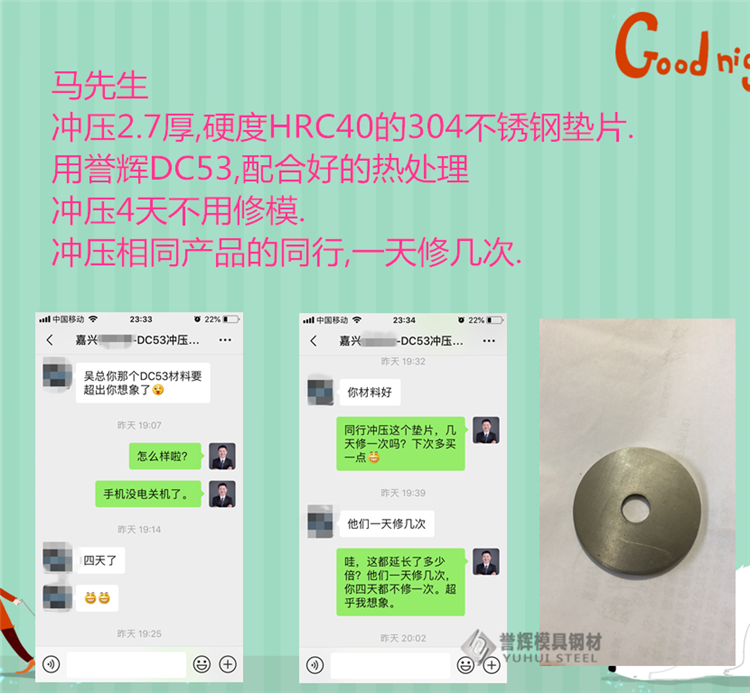
案例一
江苏昆山马先生,冲压2.7厚,硬度HRC40,外径60内径13的304不锈钢垫片。选购模具钢型号时,考虑到被冲材有硬度,我们一直担心模具会崩裂。
根据以往经验,我们决定需要DC53模具钢。前提是需用纯净度高的DC53模具钢,配合好的热处理工艺,以提高模具韧性,避免崩裂。热处理硬度HRC60-62,以提高模具耐磨性,以确保模具寿命。
马先生刚刚回复我,模具用得还行,已经冲压一天,冲压了8000多个产品,模具刀口没有崩裂,也没有磨损,模具还是完美如新。
马先生还说:同行冲压这种有硬度的不锈钢垫片,都是遇到模具崩裂问题,一天要修好几次模具。我冲压一天都没有修模,模具还是好好的,一点问题都没有。用你的DC53能达到这种效果,我已经非常满意。
没有对比,就没有伤害!
10天后,马先生再次回复说:用你的DC53,已经连续冲压7天,没有修一次模具。虽然订单已经完成,生产已经停止。模具还可以继续使用。同行冲压这种垫片,都是遇到崩裂问题,模具一天修几次。你DC53做成的模具寿命,多到颠覆我想象。
案例二:
分享8566模具钢,冲压304不锈钢方面的应用案例.无锡毛先生是冲压304不锈钢,就是在直径10mm的304不锈钢圆棒上,冲2个“耳朵”。以前用DC53模具钢,使用1小时后,大约冲压两三百个产品,冲头料就开始崩裂。模具无法正常生产,不仅订单都无法及时交货,模具维修成本也很高。想过很多方法,问题一直没法解决。
毛先生昨日收到8566后,连夜线割,今日已经投入使用,下午迫不及待地告诉我。半天用下来,8566没有发生断裂现象。要是以前的模具钢,已经维修三四次。相当于8566模具钢,把冲头料寿命提高3倍。
由于订单已经完成,生产停止。也就无法考证,8566模具钢寿命,究竟能冲压多少个产品。但可以肯定一点,8566模具钢,可以解决冲压不锈钢模具的冲头料崩裂问题。
冲压不锈钢用什么模具钢?这有很多种答案,冲压不锈钢用什么模具钢,这要根据不锈钢的厚度,硬度,冲速,等等因素决定。大家根据自己的模具工况选择合适的模具钢吧。