林先生咨询问:冲压1.8厚不锈钢,在R角处(直边和圆弧过度处)容易磨损,导致产品长毛刺了,现在冲头用SKH-9,冲7-8千次就长毛刺,请问要用什么型号的模具钢?
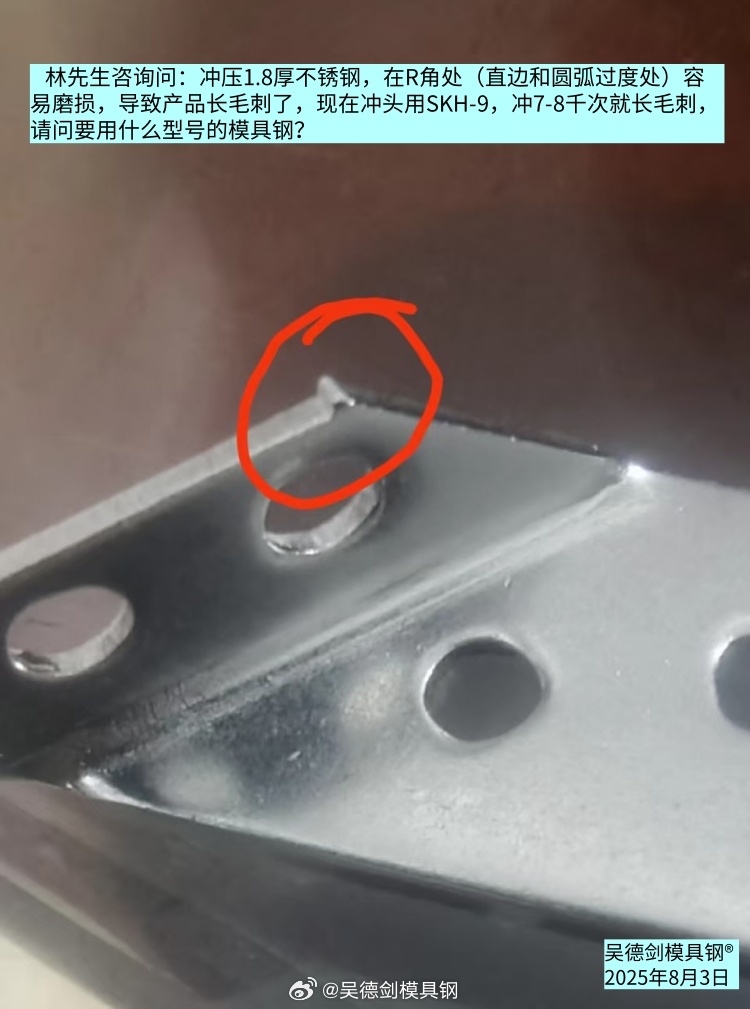
直边和圆弧过度处的R角,切断时对模具的剐蹭很严重,冲头容易被刮出一条沟槽,导致产品长毛刺,这是不锈钢切断模具的行业痛点,解决的办法的提高模具钢的耐磨性。
模具钢耐磨性是由碳化物数量、形态、尺寸、分布情况四大因素决定的。SKH-9也是含钨的高速钢,硬度HRC64-66,合金总量高,耐磨性是挺好的,但普通熔铸高速钢的的冶炼质量差,碳化物的有偏析、尺寸粗大、分布不均匀,所以,就算你选择含钴的高速钢,对耐磨性的提高也是有限的。
但采用粉末冶炼的先进工艺,就可以从4个方面同时提高,在此推荐PM23粉末高速钢,硬度HRC64-66,抗崩裂性能和耐磨性大约是SKH-9的2-3倍,耐磨性提高了,又兼顾了抗崩裂性能。
吴德剑PM23是一款粉末冶炼的高速钢,因为采用了先进的粉末冶炼工艺,消除肉眼看不见的微观细微裂纹的碳化物偏析缺陷,因此不会粘模和划伤产品,也提高了模具钢的抗崩裂性能。
同时合金总量也曾加了,PM23碳C含量1.3%,硬度HRC64-66,钨W含量6.0%,钒V含量3.0%,坚硬的碳化物数量多且呈球状,颗粒度细小,且分布均匀,这是最理想的组织状态。
所以,林先生切断1.8mm不锈钢,在直边和圆弧过度的R角处容易磨损,导致产品长毛刺了,现在用SKH-9,冲7-8千次就长毛刺的,我是推荐你用PM23粉末高速钢的。
当然,如果你的模具不会崩角的,也可以上硬质合金钨钢,硬度HRA86-89,钨钴合金的耐磨性更好。
选对模具钢,寿命拉长,修模少,效率高,线割费少,用料成本反而更低,人还更轻松。用料不对,修模累死人,还出不了活,又累又不挣钱,很郁闷的。
#模具钢大王吴德剑
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 林先生问:SKH-9冲7-8千次就长毛刺,要用什么型号的模具钢?


