收到黄先生咨询,级进模一步精冲4.0厚TM500酸洗板,产品的齿尖比较小,现在的冲头容易崩角,冲几百个就崩角,生产没法干,请问齿轮精冲模具要用什么模具钢?
黄先生是连续模一步精冲4.0厚TM500酸洗板,单边间隙0.025,齿轮产品要全光亮,冲头有做涂层,但容易崩,换了很多款模具钢。一开始用ASP23冲头,硬度HRC64-66,容易崩,几百个就崩;后来换SKH-9冲头,硬度HRC62-64,也不行,也会崩,也是几百个就崩;现在用DC53,打5000次就崩,但硬度低了也会打胀型,请问尖角精冲模要用什么模具钢?
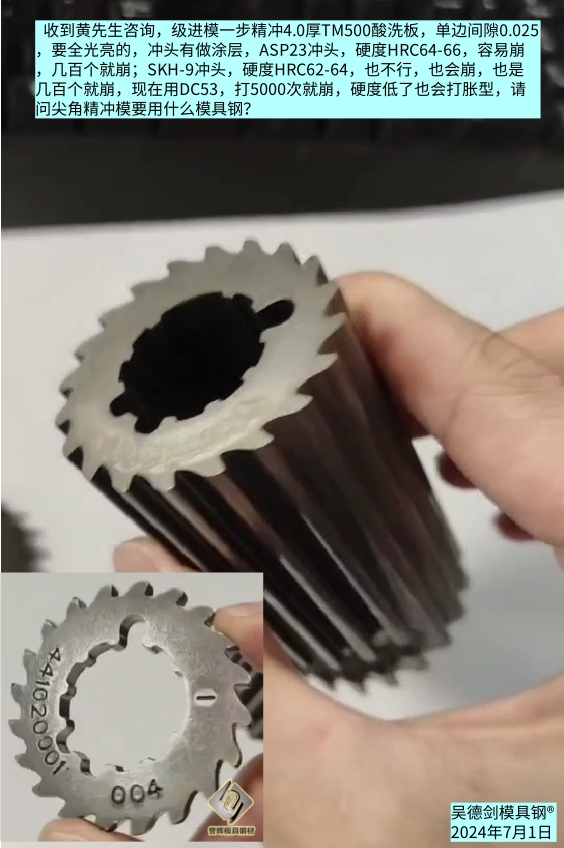
精冲要全光亮带,模具间隙小,冲切力大,对模具钢的抗崩裂性能要求非常高,硬度高容易被挤爆;齿轮尖角产品,受力面小,对模具钢的强度和抗崩裂性能要求就更高了,硬度低了要塌角,硬度高了要崩角。他现在用粉末高速钢ASP23,SKH-9高速钢,DC53,都是冲几百个产品就崩角了,也验证了这点,齿轮精冲模具容易崩角,不好干。
ASP23是一款碳C含量1.3%,钨W含量6.5%,钒V含量3.0%的粉末冶炼先进工艺的高速钢,硬度HRC64-66,高碳、高合金、高硬度,耐磨性和红硬性非常好,但材料硬过了头,容易崩角是正常的,而且价格死贵死贵的。
SKH-9是一款碳C含量1.0%,钨W含量6.0%,钒V含量2.0%,硬度HRC62-64的普通熔铸高速钢,组织偏析非常严重,更加容易崩角,而且耐磨性也不如PM23,现在冲几百个产品就崩角,这是应该有的结果。

DC53是一款碳C含量1.0%,Cr8Mo2VSi的高碳工具钢,硬度HRC60-62,耐磨性挺好,合金总量低些,抗崩裂性能有所提高,但组织偏析还是很严重的,高碳钢硬而脆是它的缺陷,用于尖角精冲模具,崩裂是必然的。
精冲模具冲头加工精度高,都是慢走丝线割的,而且是割一修三的,线割成倍很高,而且很废时间,就冲几百个产品就崩掉,就要修模,不要说生产没法干,损失的成本也很大,买点抗崩裂性能好的模具钢,减少修模,提高冲压效率,模具钢也许就是免费使用的。
类似的尖角精冲模具,对抗崩裂性能要求极高的,我推荐8566防崩钢。

8566是誉辉模具钢专有的一款防崩钢,主力解决模具的崩裂问题;它在冲压的5种工况、6大材质、7大领域积,累过千案例。8566防崩钢的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,它能解决D2、DC53、SKH-9等高硬度模具钢无法解决的崩裂问题;特别是在不锈钢冲压、厚板冲压、精冲模具、尖角冲压、窄边冲压、冲压孔径小于板厚的,冲压比例小于1:1的残酷工况,8566模具钢都可以很好地解决模具崩裂问题,并成倍提高模具寿命。
贺先生一步精冲7mm厚45钢齿轮,冲头用DC53时,一崩崩一大块,要崩3~5mm,一次只能冲2000产品,后来用LD,降低了硬度,一次也只能冲5000产品,一崩崩2-3mm,老是修模,精冲生产线产能低。
但冲头用上8566防崩钢,一次可以冲25000个产品,且不崩角,相当于冲头寿命提高5倍,价格相当于是2折购买的,冲头用料也少了,线割费用也降低了,修模成本跟着降低了,冲压效率5倍增加。
贺先生精冲7mm厚45钢齿轮,冲头用8566防崩钢,寿命提高5倍,修模费用降低了,效率提高了,2折的模具钢简直是免费的。冲头崩裂用8566模具钢,新旧社会两重天。
黄先生的级进模,一步精冲4.0厚TM500酸洗板,现在ASP23粉末高速钢,SKH-9高速钢,都是冲几百个产品就崩角,DC53降低硬度后,也只能冲5000产品的,我推荐你用8566防崩钢,就像贺先生一样,一次投入,4大好处,不要太爽。
*******************
我是模具钢大王吴德剑,来自东莞誉辉模具钢,誉辉模具钢,3个世界500强在用,京瓷连续7年采购誉辉模具钢。我已经解决了4000多家企业,在模具选材、制作和使用方面的疑难杂症,如果你在选择模具钢材时,有拿不定主意的,或者是现在用的模具钢,模具使用寿命短的,你不知道用哪款材料的,欢迎你来找我,相信在这方面,我是能够做你参谋长,并且能够让你少交学费。吴德剑模具钢,用户的参谋长,用过的都买账!
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 齿轮精冲模具要用什么模具钢好?8566防崩钢不崩角。第561篇



