模具用料,除了要考虑性能适合模具工况,有时还得考虑加工成本。
昨天收到易先生咨询,冲SPCC麻面宝钢0.6厚度,产品有个小R角才0.15,原来的模具钢容易有毛刺,打的时间不长就有圆角,现在冲头和刀口全部改用钨钢,代价太高了,现在的钨钢没有崩裂,也没有磨损,就是成本太高,加工极其困难,一天只能加工一两个配件,代价太高,模具数量多,加工赶不上使用。
易先生说,之前我们用你的8566模具钢冲4mm的不锈钢很好用,我们大家都比较相信你,领导让我找你问问,有没有什么材料可以替代钨钢的。
看过他的产品,零件不大,用料不多,就是有6个小尖角,对耐磨性要求极高,材料是SPCC的,材质不硬,厚度也只有0.6mm,这种零件结构,一般不会崩角,主要考虑耐磨性,但用硬质合金钨钢,耐磨性肯定好,加工极其困难,也是一个问题,你要衡量,有没有必要用这么难加工的材质。
其实这种薄材尖角冲压,粉末高速钢PM23也是非常好用的,用料成本没有增加,寿命有保障,但加工性能大幅提升,你的加工成本会大幅下降,时间会大幅缩短,这也是一种节省。
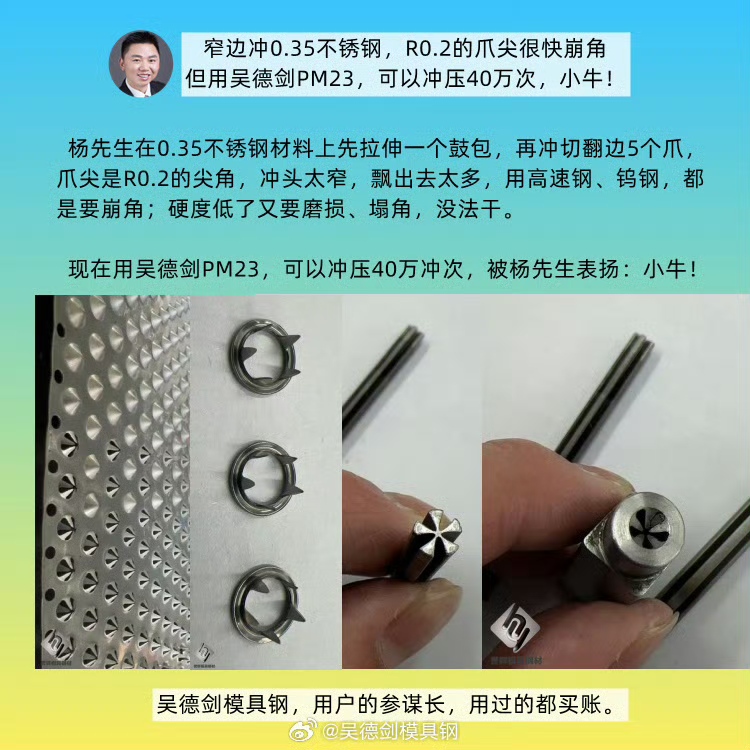
杨先生在0.35不锈钢材料上先拉伸一个鼓包,再冲切翻边5个爪,爪尖是R0.2的尖角,冲头太窄,飘出去太多,用高速钢、钨钢,都是要崩角;硬度低了又要磨损、塌角,没法干。
现在用吴德剑PM23粉末高速钢,可以冲压40万冲次,且不崩裂,被杨先生表扬。
易先生冲压SPCC麻面宝钢0.6厚度,硬质合金钨钢加工的模具虽然耐用,但加工太困难,费神费工,根据模具对性能的需求,PM23本身的性能,再结合杨先生的成功经验,我认为PM23是非常适合的。
模具用料是个综合考虑后的选择,除了要满足使用性能,还得顾及加工成本,用料成本也得兼顾。
#模具钢大王吴德剑
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 模具用料:除了要考虑性能适合模具工况,有时还得考虑加工成本


