二次精冲,模具遇到问题的人,还挺多。
前两天毛先生,二次精冲4mm厚A3铁料,DC53做的精冲模具,冲不了多少产品就粘料了,要把产品拿去抛光,增加了成本,产品还做不好。
今早刘先生来咨询,看过我的精冲模具用料视频后,感觉自己也用错材料了。
他也是二次精冲6mm厚的304不锈钢,粗冲留单边余量50丝,现在用DC53,不耐磨,凹模刀口打不了多少产品就拉伤了,冲头也粘料了,产品就起拉丝了,达不到精冲的效果。
改用四抄8566,也是冲不了多少产品就拉伤,模具是慢走丝线割的,也打光了的,加工成本很高,今天看到我的视频说推荐PM23,对吗?
是的,二次精冲光亮带,冲压余量不大,但对光亮带要求却非常高,冲压间隙小,对模具钢的不粘料性能,耐磨性要求非常高,这种工况,我是推PM23粉末高速钢的。
PM23经过粉末冶炼之后,消除了偏析,没有细微裂纹,因此,精冲时不会粘料,冲切的光亮带有保障,加上PM23的合金总量高,热处理硬度高达64-66HRC,耐磨性非常好,PM23不粘料,又耐磨的特性,用于二次精冲光亮带,效果是非常好的。
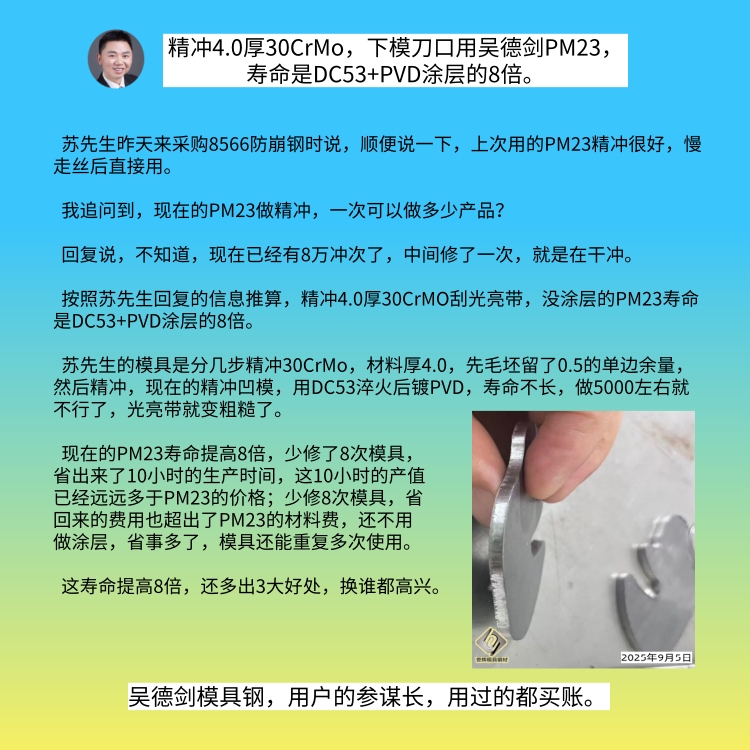
苏先生的模具是分几步精冲30CrMo,材料厚4.0,先毛坯留了0.5的单边余量,然后精冲,现在的精冲凹模,用DC53淬火后镀PVD,寿命不长,做5000左右就不行了,光亮带就变粗糙了。
但用PM23粉末高速钢,一次可以冲4万产品,模具寿命提高了8倍,这8倍的寿命增加,怎么算你都划算。
#模具钢大王吴德剑
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 刘先生来咨询:看过我的精冲模具用料视频后,感觉自己也用错材料了


