拍过的视频,都是有用的,上周六拍的第1981号视频讲到,冲切3.0厚304不锈钢,R2圆弧角磨损特别快,得用含钴的高速钢,今天就有网友来咨询。
冲压2.5mm304不锈钢锁具配件,两头切圆弧的冲头很快就磨出凹槽,产品角上出毛刺,换一个新的冲头,也就1万来个,现在用四抄8566,硬度58HRC,很快磨损,生产没发干,表面镀了PVD也没什么用。
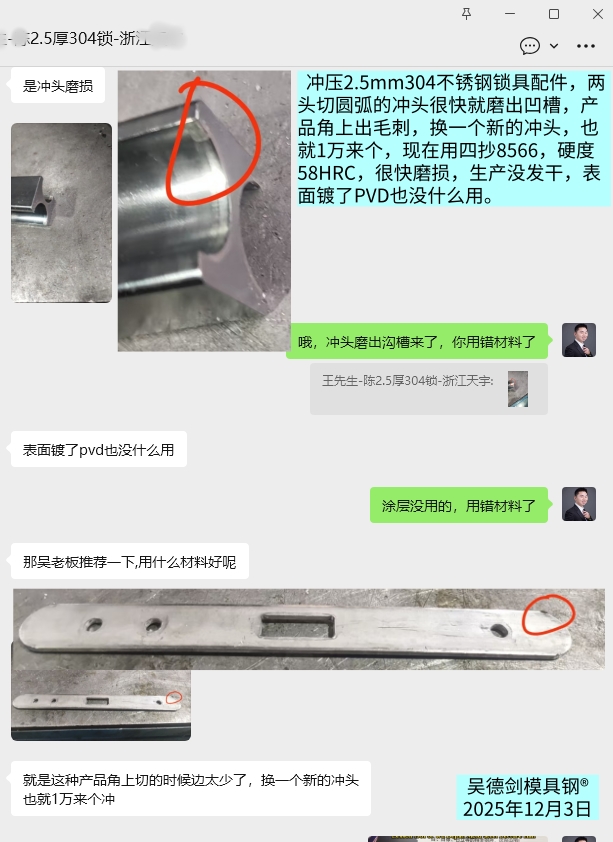
该网友不仅用错材料,还假惺惺的骚操作,这模具根本就不能用8566防崩钢,PVD涂层根本就没用,只能是交智商税。
这模具不是崩裂问题,是磨损问题,得用高碳高硬度、高合金的粉末冶炼高速钢PM30或PM60,硬度HRC65-69。具体原因就不再解释,确实要了解的,可以用看看视频。
#模具钢大王吴德剑



