龙先生问:吴总,冲1.0不锈钢超硬料,贵司有什么好的材料推荐呢?
细聊后得知, 冲1.0不锈钢超硬料,材料硬度HV490 ,现在用V4E,硬度HRC58-60,做了表面涂层的,但现在的冲头一天断两次,一天只能打几千个货。
V4E是一款粉末冶炼的工具钢,号称既有模具钢的抗崩裂性能,又有高速钢的耐磨性,价格更贵的,你还是做了表面涂层,成本很高哦,现在硬度HRC58-60,硬度也不高,但一天断两次,一天才打几千个货,这效果很差劲,这么快就断裂,涂层意义不大,涂层是解决耐磨性问题的,解决不了崩裂问题,应该是用错材料了。

根据我们过往的客户案例经验,如果你要涂层的,那基材要用抗崩裂性能好的模具钢,比如,8566防崩钢。8566是誉辉模具钢专有的一款防崩钢,主力解决模具的崩裂问题;它在冲压的5种工况、6大材质、7大领域积,已经累过千案例。
8566的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,它能解决D2、DC53、SKH-9等高硬度模具钢无法解决的崩裂问题;特别是在不锈钢冲压、厚板冲压、精冲模具、尖角冲压、窄边冲压、冲压孔径小于板厚的,冲压比例小于1:1的恶劣工况,常规模具钢解决不了的崩裂,都是用8566防崩钢解决的。冲头崩裂用8566模具钢,新旧社会两重天。
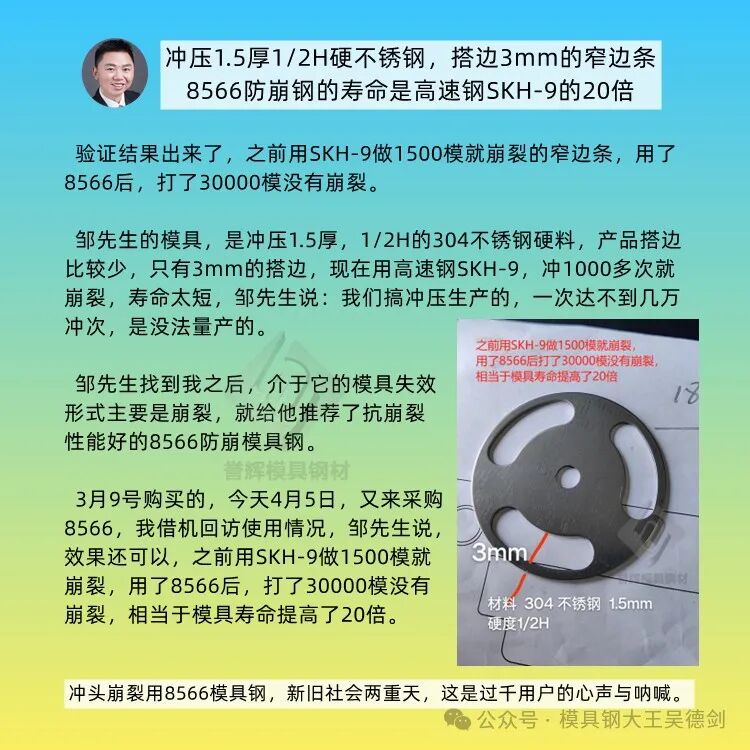
邹先生冲压1.5厚,硬度1/2H的304不锈钢硬料,产品搭边是3mm的窄边,现在用高速钢SKH-9,冲1000多次就崩裂,寿命太短。邹先生说:我们搞冲压生产的,一次达不到几万冲次,是没法量产的。
但模具用上8566防崩钢,一次寿命3万多,相当于8566防崩钢的寿命是高速钢SKH-9的20倍。就算是不做涂层的8566防崩钢,冲压1.0厚硬度490HV的超硬不锈钢,8566也不至于一天断两次,一天才冲几千个货。

我们客户冲压冷镦后的2mm厚304不锈钢的碎冰机刀片,冷后的不锈钢材质很硬,产品又有很多细齿小尖角,飘出去又很多,这是行业内公认的难搞工况,冲头用DC53,四川8566、SKH-9,尖角处容易崩裂,冲一两个小时就崩角,但这3年多来,全靠8566防崩钢扛大梁,高兴得老板要请我喝酒。
用抗崩裂性能好的8566防崩钢,解决了冲头断裂问题,在此基础之上,加上涂层,增加冲头表面光洁度和耐磨性,冲头寿命就可以延长,这才是1+2大于2。否则冲头一旦断裂,做什么涂层都白搭。
如果你不想涂层的,你用PM23粉末高速钢,硬度HRC64-66。因为冲1.0不锈钢超硬料,材料硬度HV490 ,这种厚板硬料冲压,对模具钢的抗崩裂性能和耐磨性要求都非常高,模具钢不仅要有高硬度,还得有高强度。
PM23因采用了先进的粉末冶炼工艺的粉末高速钢,消除肉眼看不见的微观细微裂纹,从而提高了高碳高合金高速钢的强度,加上PM23碳C含量1.3%,硬度HRC64-66,钨W含量6.0%,钒V含量3.0%,高碳高硬度,高合金高耐磨,既有高硬度,又有高强度,且耐磨性非常好,不会崩断。

我们的东莞常平客户黄先生,冲压1.2mm的65锰钢淬火加硬材料,产品有窄边尖角,我们有用PM53、PM4,磨损严重,现在用PM53,能冲500次左右容易崩裂,PM4更差。
黄先生说,我们换用你的PM23材料后有大改善,由之前的600冲次提升到8000冲次。相当于PM23的寿命是PM53的13倍。
而龙先生是在冲1.0不锈钢超硬料上冲圆孔,材料硬度HV490 ,跟淬火加硬的65锰钢差不多的硬度,但黄先生是冲1.2mm的厚度,材料更厚,又有窄边,更难冲压,可黄先生的窄边硬料冲头用吴德剑PM23,寿命是PM53的13倍,可以冲压8000,对比龙先生的冲头一天断两次,一天只能打几千个货,那是多多了。
V4E跟PM23的价格相当,不做涂层,冲头有磨损,还是可以重新修复,重新使用,而做了涂层,不仅成本大幅提高,冲头成本高昂,还不能修复,只能一次使用,一天断2次,一天只能冲几千个产品,你用不起了,也是用不了的。这样对比起来,反而用PM23更划算。冲1.0不锈钢超硬料,贵司有什么好的材料推荐呢?V4E冲头一天断两次,一天只能打几千个货。冲头用8566防崩钢和PM23,是两种选材思路,两件解决方案,具体选择哪一种,龙先生你要自己决定。
#模具钢大王吴德剑#
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 龙先生问吴总:冲1.0不锈钢超硬料,贵司有什么好的材料推荐呢?随手记055



