不知道贵姓的老板发来一张相片,让我帮他分析一下模具崩裂的原因。
了解后得知,冲不锈钢0.5,我们现在DC53材料,深冷处理,硬度58左右,新模具的时候大慨冲了5万冲次没有问题,后面磨刀口,冲一万不到就崩刃口,全部崩刃口了,帮忙分析一下是什么原因?

DC53是碳C含量1.0%的高碳钢,正常硬度可以做到60-62HRC,现在已经降低硬度到58HRC,按理说硬度越高韧性越好,还做了深冷处理,但用着用着,还是容易崩裂。
有必要提醒一下,深冷处理,不是灵丹妙药,能让模具钢起死回生,材料本身不好,用什么处理都白费;就好比一壶烂茶叶,无论用什么水泡、在多优雅的环境中泡,茶都不好喝。
在0.5厚不锈钢上冲圆孔,现在用DC53硬度HRC58,容易崩裂,在此推荐两款模具钢。
第一款是价格相对实惠的耐磨钢6077模具钢。耐磨钢6077,硬度60-63HRC,抗崩裂性能是铬钢的3倍,性能碾压Cr12MoV,SKD11,D2,专为冲压模具设计,性能比现在用的DC53好,价格却不高,是性能匹配,价格不贵的选材。
第二款是8566防崩钢。8566模具钢的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,榔头敲变形也不碎,这是客户验证的结果。它能解决D2、DC53、SKH-9等高硬度模具钢无法解决的崩裂问题, 特别是在不锈钢冲压、厚板冲压、尖角冲压、窄边冲压、冲压孔径小于板厚的,冲压比例小于1:1的残酷工况,8566模具钢都可以很好地解决模具崩裂问题,并成倍提高模具寿命。
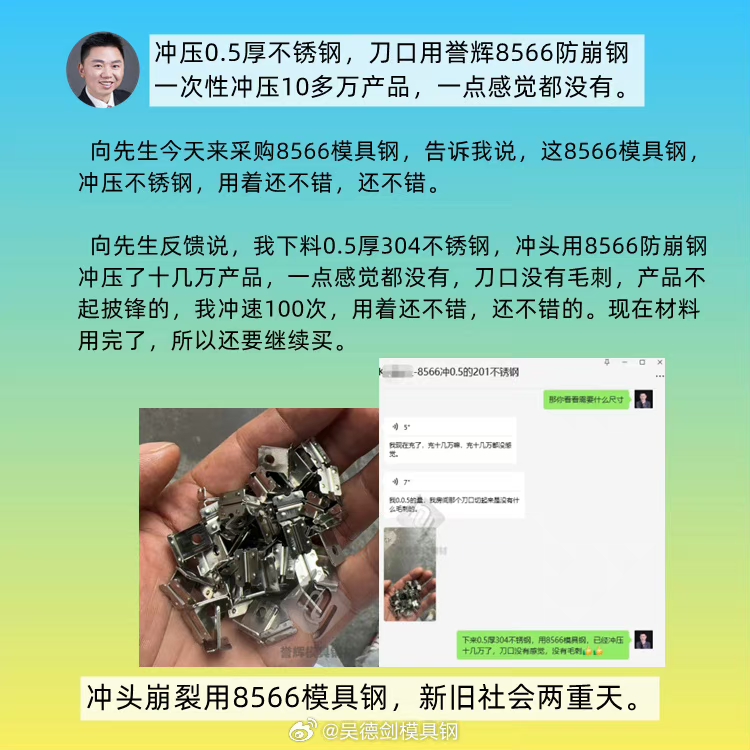
向先生冲压0.5厚不锈钢,刀口用誉辉8566防崩钢,一次性冲压10多万产品,一点感觉都没有。
冲头崩裂用8566模具钢,新旧社会两重天,如果成本允许,冲0.5厚不锈钢,刀口用8566模具钢,不会崩的。如果想比现在的用料好的,又不想多花钱的,耐磨钢6077是性能匹配,价格不贵的选材。
我已经解决了4000多家企业在模具选材、制作与使用中的疑难杂症,你告诉我模具情况,我总有办法的。
#模具钢大王吴德剑


