做冲压加工的朱先生打来电话问,冲压65锰钢用什么材料好?线割老板推荐用PM60粉末高速钢,可我担心PM60太硬要崩裂,所以问问你模具钢大王吴德剑,冲压65锰钢用什么材料好?模具钢不能崩裂,还是有耐磨性。
很多冲压人选模具钢,是凭信任推荐买模具钢的;而不是从模具工况角度出发,根据模具钢性能,挑选模具钢。冲压65锰钢用什么材料好?冲头用8566模具钢新旧社会两重天!
就好比朱先生的模具,是在1.2厚65Mn钢硬料上,冲2.7的孔,产品是圆垫圈,现在用的圆冲头很快拉断,现在用的冲针是厂里给的,什么材质不知道,硬度多少也不知道,就想找一款韧性好,冲针不会断裂的模具钢。
朱先生说,今天线割老板推荐用PM60粉末高速钢,可我查资料发现,PM60的硬度很高,我现在的冲头已经是拉断,用这么高硬度的PM60,会不会也拉断呢?而且这PM60粉末钢,贵的离谱,要用怎么好的模具钢嘛。
PM60粉末高速钢是一款高碳高钒高钴的高合金粉末高速钢,硬度高达HRC67-69,耐磨性是相当好;可PM60用于冲压1.2厚65Mn钢硬料,99.9%是要断裂的,原因是高硬度的模具钢韧性是欠缺的,这是常识。现在已经出现断裂现象,这时还用韧性欠缺的PM60,那就不太合适了,而且PM60价格也贵。
冲压65锰钢用什么材料好?冲压1.2厚65Mn钢硬料,防止断裂,可以选用抗冲击韧性更好的模具钢,如:8566防崩模具钢,PM23粉末高速钢。
冲压圆垫圈,8566模具钢已经有成功案例,有人冲压1.5厚304不锈钢圆垫圈,材料硬度400HV,冲头用8566模具钢,既耐磨又不崩裂。一个冲头干了10万产品,还是那个冲头,没有磨损,也没有崩缺,寿命是DC53的好几倍。

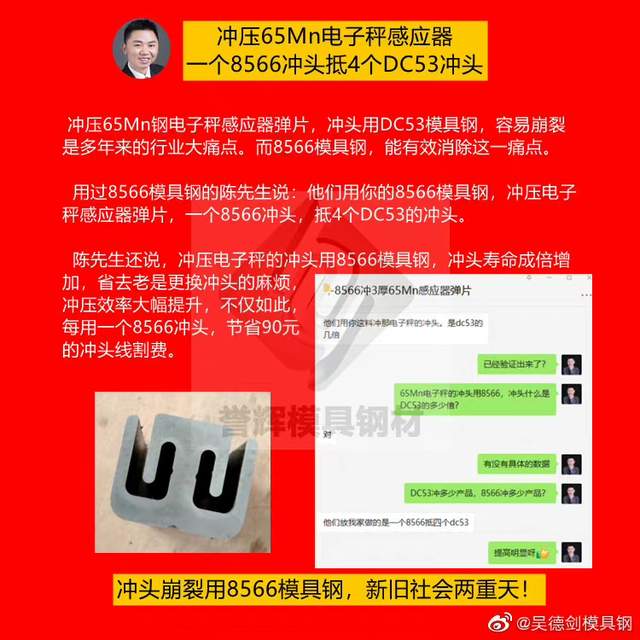
冲压65锰钢用什么材料好?用过8566模具钢的陈先生说:他们用你的8566模具钢,冲压电子秤感应器弹片,一个8566冲头,抵4个DC53的冲头。
陈先生是搞中走丝线割加工的,以前客户用DC53模具钢,冲压65Mn电子秤弹片时,冲头很快就崩裂了,一天要换七八个冲头,冲头线割费大约要30.00元/个,跟他要冲头也是整批整批拿,这线割费也是一笔不小的开支。
陈先生的客户跟他说,现在用8566模具钢,冲头寿命成倍增加,省去老是更换冲头的麻烦,冲压效率大幅提升,不仅如此,每用一个8566冲头,节省90元的冲头线割费,8566的材料费几乎可以忽略不计。
8566防崩模具钢的韧性是高速钢SKH-9的4倍,D2的两倍;它能解决SKD11、D2、DC53、SKH-9等高硬度模具钢,无法解决的崩裂问题。8566模具钢韧性好,可以有效解决模具崩裂问题。且8566硬度HRC58-60,强度好,耐磨性高。类似的模具,有很多成功应用案例。
冲压65锰钢用什么材料好?可以毫不夸张地说,冲头崩裂用8566模具钢,新旧社会两重天,冲压65锰钢崩裂的你,也应该来一单试试!
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 冲65锰用什么材料的冲头好?冲65锰钢必用8566模具钢,否则必崩角(305)