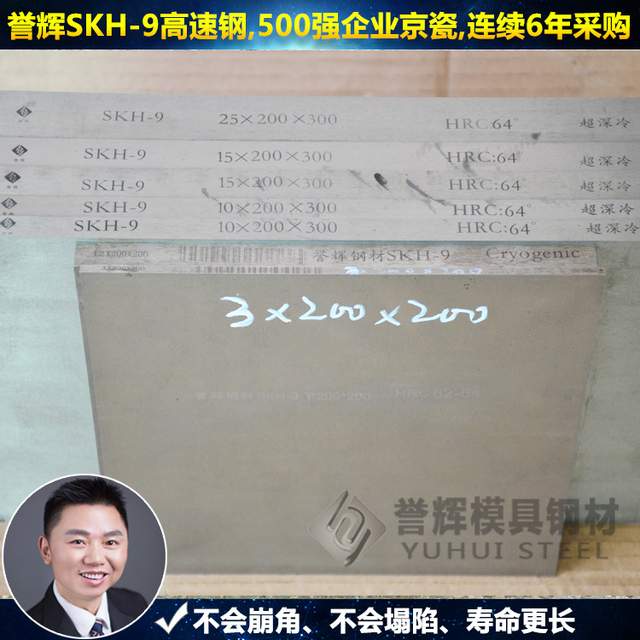
誉辉SKH-9高速钢,一件顶两件用。冲压0.14厚201不锈钢用什么材料? 用誉辉SKH-9做的刀口,冲压30多万冲次不磨损。
好消息来了,老客户梁先生反馈说,上次问的问题,冲压0.14厚201不锈钢用什么材料?这次有答案了,冲压0.14厚201不锈钢,誉辉SKH-9高速钢做的刀口,可以冲压30多万冲次不磨损。
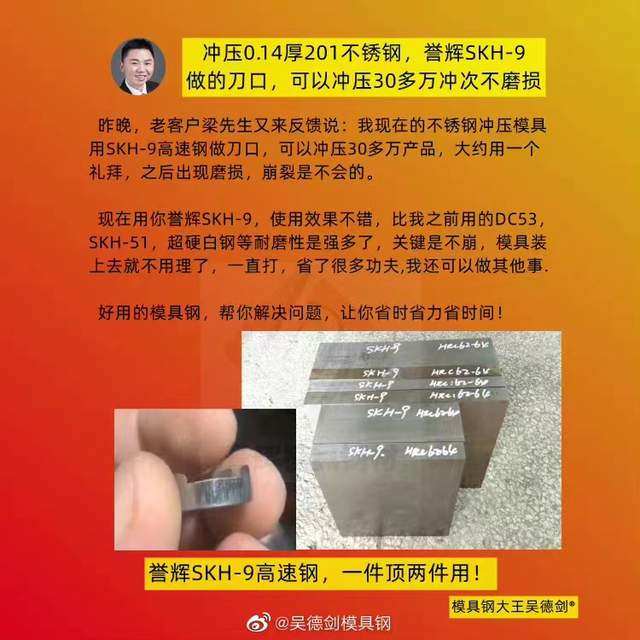
我现在的不锈钢冲压模具用誉辉SKH-9高速钢做刀口,可以冲压30多万产品,大约用一个礼拜,之后出现磨损,崩裂是不会的。
现在用你誉辉SKH-9高速钢,使用效果不错,比我之前用的DC53,SKH-51,超硬白钢等耐磨性是强多了,关键是不崩裂,模具装上去就不用理了,一直打,省了很多功夫,我还可以做其他事。
梁先生的不锈钢冲压模具,为了节省模具成本,以前是用当地采购的Cr12MoV模具钢和DC53模具钢,顶多用超越白钢,模具遇到容易磨损,还经常崩角,冲床一开,模具师傅就得守着,随时等待修模,很是浪费时间。
随着人工上涨,修模师傅辞职,逼得梁老板自己修模,可修模一多,老板就没法干其它的事情啦,其实损失很大。
为了减少修模,梁先生开始尝试誉辉DC53模具钢,收到好的效果之后,又开始尝试SKH-9,现在修模少了,模具寿命长了,梁先生很是开心。梁先生深刻体会到,看似更贵的模具钢,实际使用成本更低。现在梁先生的口头禅是,提升效率比省模具费跟划算!
是的,好用的模具钢,帮你解决问题,提升效率,让你省时省力省时间!
突然想起订单挺多的老客户一个月没下单,急的我一顿乱猜测,立马打电话回访一下,回访得知没有“意外”,这样心情舒坦多了。
徐先生的设备上要配一副切割刀具,刀具对尺寸精度要求很高,如果刀具配合精度不够,切出来的产品就有毛刺。这些刀具都是切包装产品,如果切出来的产品有毛刺,直接影响产品外观和档次。
以前的SKH-9高速钢,就遇到线割后有变形的情况,造成切割出来的产品有毛刺,多次被客户投诉。
电话确认得知,改用誉辉SKH-9高速钢后,线割出来的刀具没有变形,切出来的产品很漂亮。上次验证你的产品好用后,一次性买的比较多,这段时间疫情和限电,开工不足,所以消耗得慢一点,但这个月肯定是要采购的。
誉辉SKH-9高速钢,冶炼采用电渣重熔炼钢,得到的模具钢纯净度高,有害杂质含量少,确保晶粒结合强度,从而提高模具钢的抗冲击韧性,耐磨性。采用三锻三拔的六面锻造,有效消除碳化物偏析现象;热处理更是采用真空热处理+超深冷+专有技术处理的三种热处理工艺,多重因素叠加,成就誉辉SKH-9高速钢,抗崩裂,耐磨损,同行做不到。
冲压0.14厚201不锈钢用什么材料? 用誉辉SKH-9高速钢,一件顶两件用,减少修磨次数,产品不再有毛刺,复购不断,好评连连,你也应该来单试试!
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 冲压不锈钢用什么材料做刀口好?已有客户用誉辉SKH-9做刀口,可以冲30万次(第343篇)