放假在家,收到网友提问:精冲4mm厚304不锈钢要用什么模具钢,模具不会崩?
了解后得知,分两步精冲4.0mm厚304不锈钢,第一步落料冲孔,第二步精冲外形;现在的第二步精冲,模具用DC53+氮化,冲一个产品就崩了;而用Cr12MoV,冲两三个产品就不来,就出现磨损现象,就得磨凹模了,请问这要用什么模具钢?
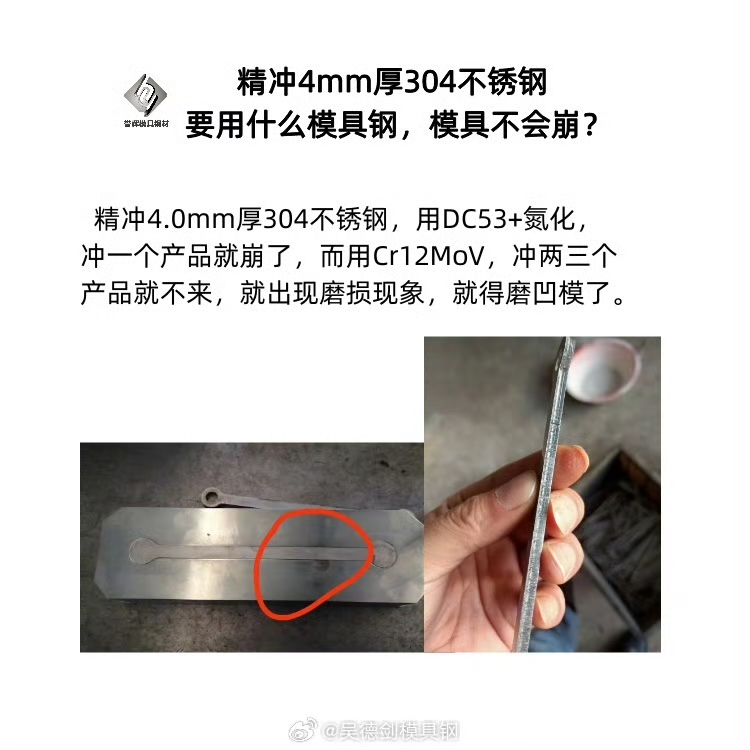
介于现在的模具用料,寿命实在太短,又是精冲不锈钢的厚板硬料,对模具钢的抗崩裂性能要求非常高,且模具不能出现粘料的现象;还好是分两步精冲的,冲切量比较少,可以选择硬度高一些的模具材料,以延长模具使用寿命。
介于他现在用DC53+氮化,冲压1个产品就崩裂,这可以选用抗崩裂性能好的8566防崩钢,模具不崩了,使用寿命自然就长了。
誉辉拥有专有合金配比和专有热处理工艺的8566防崩模具钢,主力解决模具崩裂,在冲压的5种工况、6大材质、7大领域积累过千案例;8566抗崩裂是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,目前还没有比它更好的模具钢。华为、比亚迪、美的、方太、松下、法雷奥等全球一线品牌,及一大批国内外名企在用。
冲压6.8*6.8方孔,201不锈钢4mm,DC53不到百个就拦腰折断,用8566则啥事木有。冲头崩裂用8566模具钢,新旧社会两重天,这是过千用户的心声与呐喊,感谢你们!

第二个,如果担心耐磨性不够的,成本方面又舍得投入的,实在舍不得用8566,那就花3倍的价格,用粉末高速钢PM25吧。
PM2025是一款含少量钨的高钒的粉末冶炼高速钢,高钒的材料耐磨性好,含钨量少,兼顾了韧性,又是粉末冶炼的先进工艺,材料强韧性好,适合做精冲模具,厚板冲压,长寿命模具使用,只是成本要高一些。
解决问题,方法是有的,只是解决问题的成本不同,至于如何选择,关键还看解决问题的那个人,
#模具钢大王吴德剑
转载请注明:模具钢_模具钢材_h13模具钢_模具钢价格 - 模具钢大王吴德剑 » 精冲4mm厚304不锈钢要用什么模具钢,模具不会崩?



